可燃气体的燃烧过程分为:普通燃烧过程、爆燃过程、普通爆炸过程和爆轰过程,爆轰过程是最激烈和最不容易获得的。
爆炸喷涂设备原理:采用一端封闭长1~2m、直径约25mm管子中填充氧气和乙炔,同时送入喷涂粉末,在封闭端点燃获的爆轰,产生爆轰波,爆轰持续时间约几毫秒,产生3000℃左右的高温和约1500m/s的气流,高温高速的气流施加与粉末,使粉末加热软化,并以600~700m/s速度喷向预处理的基体,粉末高速撞击基体形成涂层。
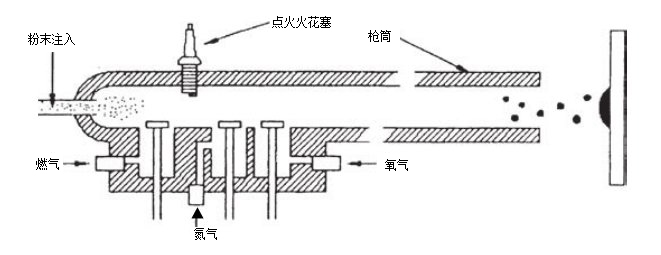
爆炸喷涂是一种间歇式的喷涂方法,每爆炸一次需要经历氧/燃气注入、粉末加注、放电点火、氮气清枪几个阶段。每个阶段按照时间顺序逐次进行,每阶段时间大概几毫秒,一般喷涂频率在4~8次/s。因此爆炸喷涂生产效率较低。
爆炸喷涂可喷涂的材料:可以喷涂大部分金属粉末、合金粉末、尤其适合喷涂碳化物复合粉末,粉末颗粒通常在5~60um。不建议喷涂氧化物陶瓷粉末。
爆炸喷涂设备价格:目前商用的爆炸喷涂设备主要来自美国及俄罗斯,美国Praxair公司的爆炸喷涂设备不出售。国内在用爆炸喷涂设备主要为俄罗斯产,该设备原理与上图稍有区别,采用径向送粉,送粉位置在枪管中部,而不是在枪管尾部,该设备价格在100多万。
爆炸喷涂设备照片:

