本文收集于网络及各类书籍,如您对本文有疑问,请在文后留言评论。
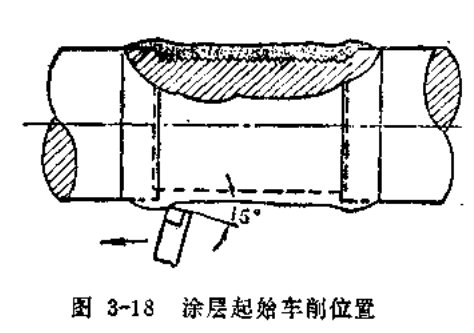
喷涂层的车削,从涂层面的端部除去突出的过喷部位开始。在切削这部分涂层时,要特别注意进刀位置和进刀量。正确的进刀位置如图3-18所示。采用与精加工相同或稍慢的速度,用小进刀量(大约精加工二倍的进刀量)切削,多道切削完成,直至涂层表面与轴肩差不多等高,然后再对整个涂层加工。如边缘突出部分加工不当,不仅边缘涂层会成块脱落,而且还会出现裂纹,以至漫延到涂层的主要工作段。
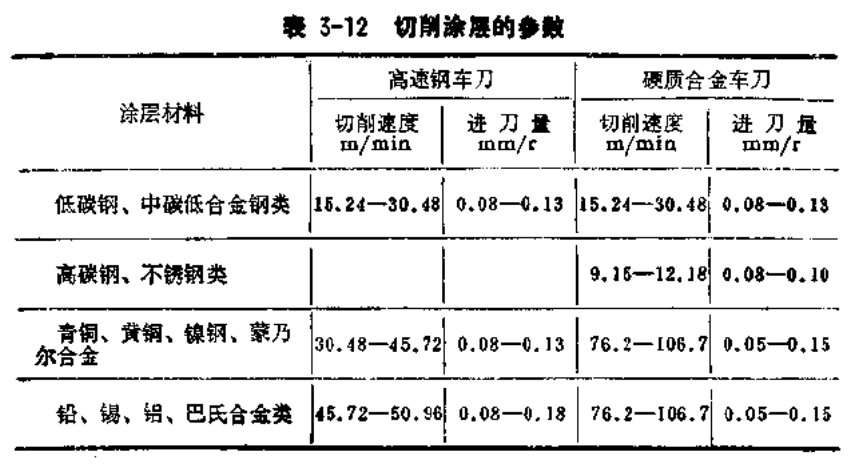
粗车比精车的速度稍慢,视不同的涂层材料,切削速度一般在14-30m/min范围内选择,粗车进刀量一般为0.08-0.15mm/r,精车进刀量一般为0.03-0.08mm/r。高速钢和硬质合金车刀的切削参数列于表3-12。
喷焊层切削时,焊层硬度愈高,切削速度要愈慢。当硬度在HRC55以上时,切削速度一般为6-10m/min,硬度在HRC45以下时,可提高到25-50m/min,进刀量一般为0.3-1.0mm/r。
切削参数应根据机床刚度、精度和涂(焊)层等具体情况进行适当调整。
用车床不能完成的机械加工,以及对平面涂层机被加工,在使用刀具特别小心刃口行进方向(图3-18所示),避免对涂层产生拉应力。特别是在拐角或棱边部位,要防止边缘处涂层剥离,每次切削量应尽可能少。
