本文收集于网络及各类书籍,如您对本文有疑问,请在文后留言评论。
送丝机的作用是将两根互相绝缘的金属丝稳定持续地送入电弧喷枪的电弧区,送丝速度决定喷涂速率,送丝速度的调节对涂层质量也有重要影响。
电弧喷涂时两根金属丝需要以均匀的速度送进喷涂枪,金属丝的送进是依靠送丝机构来完成的。送丝机构由送丝电机、减速器、送丝轮等组成。工作时电动机带动减速器和压紧金属丝的送丝轮转动,将金属丝向前送进。
(1)送丝电机。送丝电机通常为直流伺服电动机。直流伺服电动机动作反应迅速,允许在喷涂过程中随时进行开停操作,以方便喷涂施工操作。现在还有一些送丝机构采用直流永磁电动机驱动,这种电动机用永久磁铁代替励磁回路,特点是力矩大,结构紧凑。
(2)减速器。多数送丝减速器是蜗轮蜗杆结构。这种结构的优点是减速比大,结构紧凑。缺点是传动摩擦力较大,功率损失也较大,所以减速箱内应保持良好的润滑。
(3)送丝滚轮。为增加对金属丝的驱动力送丝滚轮开有凹形槽。开槽的形式有许多种,常用的是V形槽,主要有光面V形槽和带齿V形槽两种,如图4-10所示。
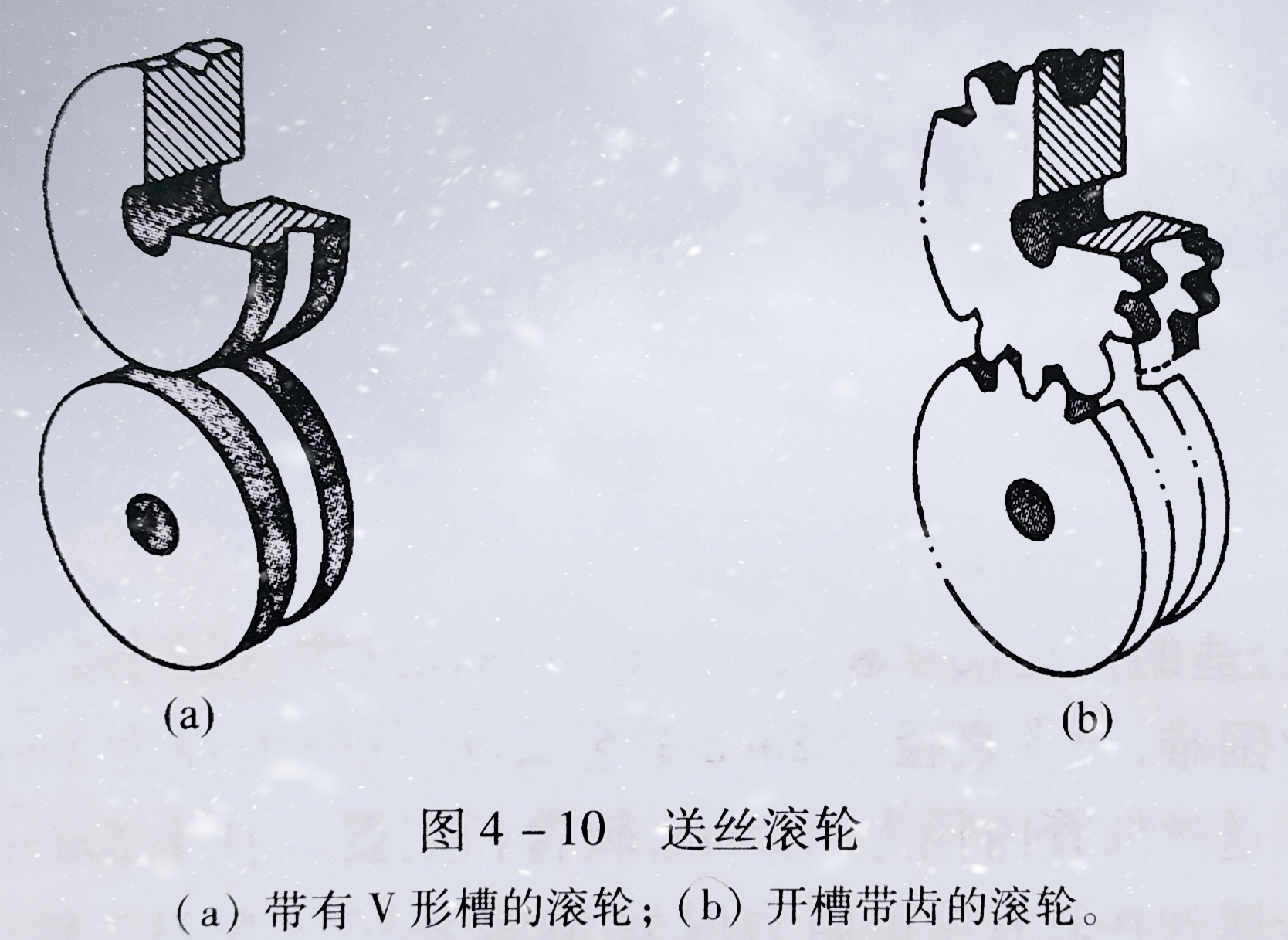
光面V形送丝滚轮如图4-10(a)所示。这种类型滚轮不会损坏软的金属丝表面适合于送进较软的线材。图4-10(b)为带齿V形槽的送丝滚轮,每个滚轮就是一个齿轮,并且有一环形的V形沟槽。该沟槽刻进两个滚轮中,但只是齿上刻去一部分。它靠沟槽上比较平的表面压住金属丝。带齿V形槽滚轮对金属丝有较大的摩擦力,可以避免金属丝在送进过程中打滑,而且不需使用过分的压力就能送进,特别适合于送进较硬的线材。
每组送丝滚轮的压紧力可调,对于软质材料压紧力应适当减少,较大的压紧力会使材料表面变形损伤,增加线材的行进阻力,影响电弧喷涂过程稳定。
选择适合于喷涂丝规格的滚轮很重要,当喷涂丝直径有改变时,必须更换滚轮。
送丝方式一般有两种,一种是推丝式系统,即丝盘上的金属丝经过安装在减速器输出轴上的送丝轮组。由送丝轮驱动进入送丝软管及喷枪内的导电嘴,其特点是喷涂枪结构简单轻便操作及维修方便。另一种是拉丝式系统,金属丝先经过送丝软管,然后再经过其余部分进入喷枪内的导电嘴。
送丝系统工作是否可靠,直接影响电弧喷涂的生产率与涂层质量。送丝系统应具有优良的驱动性能与较小的送丝阻力。
