本文收集于网络及各类书籍,如您对本文有疑问,请在文后留言评论。
喷涂距离是指沿焰流轴线喷枪出口离工件表面的垂直距离。喷距太小,会使基体温升过高,在基体与热障涂层之间产生较大的内应力,从而影响涂层性能。喷距过大时,粉末粒子碰撞基体时的温度和速度都下降,涂层结合力、沉积效率会降低,同时气孔率增加。在基体温度允许的情况下,可适当减小喷涂距离。
采用DPV-2000热喷涂在线检测仪测量了KF-230氧化锆粒子的温度和速度随喷涂距离的变化,所得结果如图4-12所示。
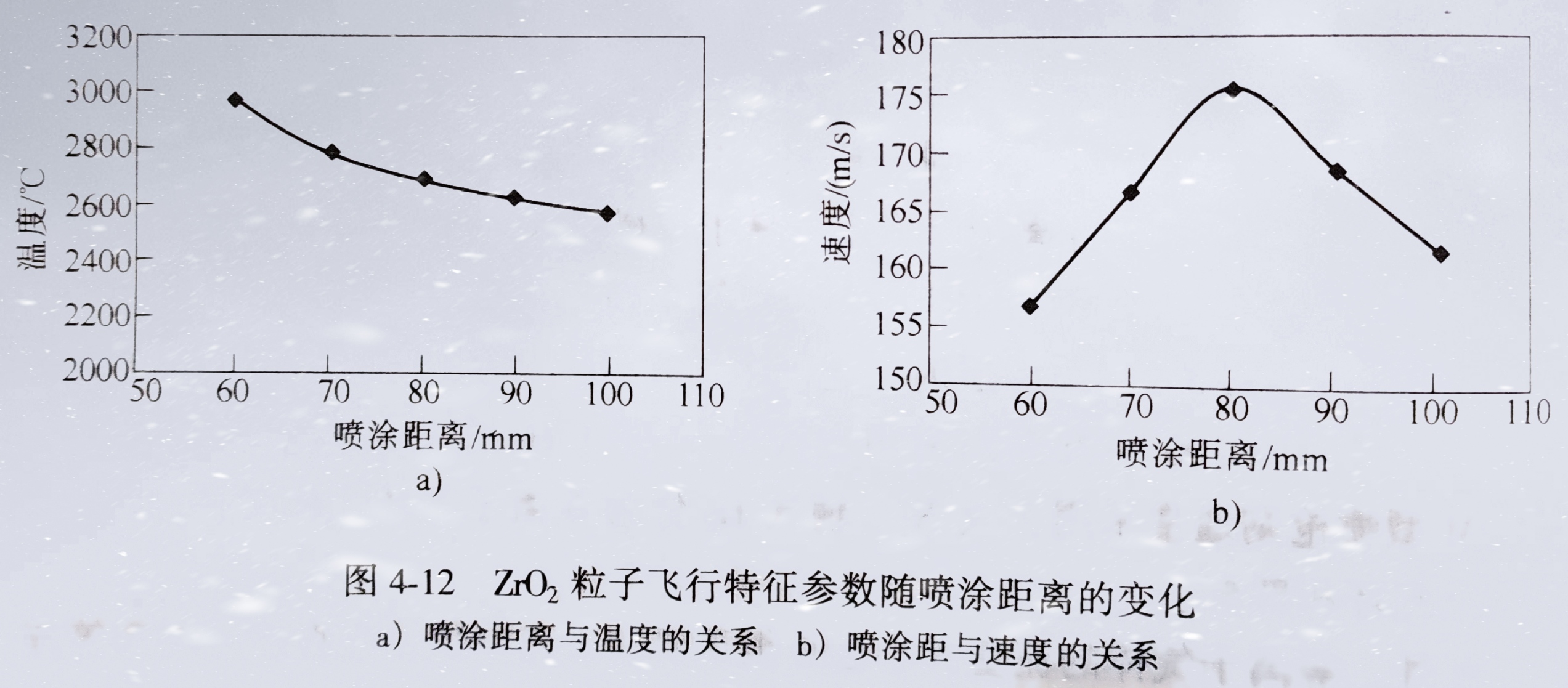
由图4-12a 可知,ZrO2 粒子的温度随喷涂距离的增加而逐渐下降。刚离开喷嘴60mm时,粒子的平均温度高达近3000℃,高于ZrO2的熔点温度(约2700℃),这表明粒子有一定程度的熔融。随着喷涂距离的增大,ZrO2 粒子温度逐渐减小,当喷涂距离为80mm时,粒子的温度下降至2700℃左右。由图4-12b可知,ZrO2粒子的飞行速度随喷涂距离的改变呈高斯分布特征,并且峰值出现在喷涂距离80mm左右。因此,综合考虑ZrO2粒子的温度和速度,在所选定的喷涂工艺条件下,喷涂距离选择80mm是合适的。
喷涂角度是指焰流轴线与被喷涂表面之间的角度。在实施喷涂时,应尽可能保持喷涂角为90°。当喷涂角小于45°时,会产生“遮蔽效应”,导致涂层孔隙率增加,使涂层变得疏松。
新人学习

